- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик

Why Is HDPE Pipe Considered a Sustainable Solution for Infrastructure Projects?
As infrastructure projects worldwide face increasing demands for durability, efficiency, and environmental responsibility, choosing the right piping solution becomes critical. At Ningbo Sunplast Pipe Co., Ltd., our HDPE Pipe provides a sustainable alternative that meets modern infrastructure needs while ensuring long-term reliability and environmental benefits. In this article, we explore the technical specifications, advantages, and real-world applications of HDPE Pipe, helping engineers, contractors, and decision-makers understand why our solution stands out in the market.

Table of Contents
- What Are the Key Properties of HDPE Pipe?
- How Does HDPE Pipe Contribute to Sustainability?
- Why Is HDPE Pipe Preferred in Infrastructure Projects?
- How Can Our Factory Assure Quality and Performance?
- Conclusion
- FAQ
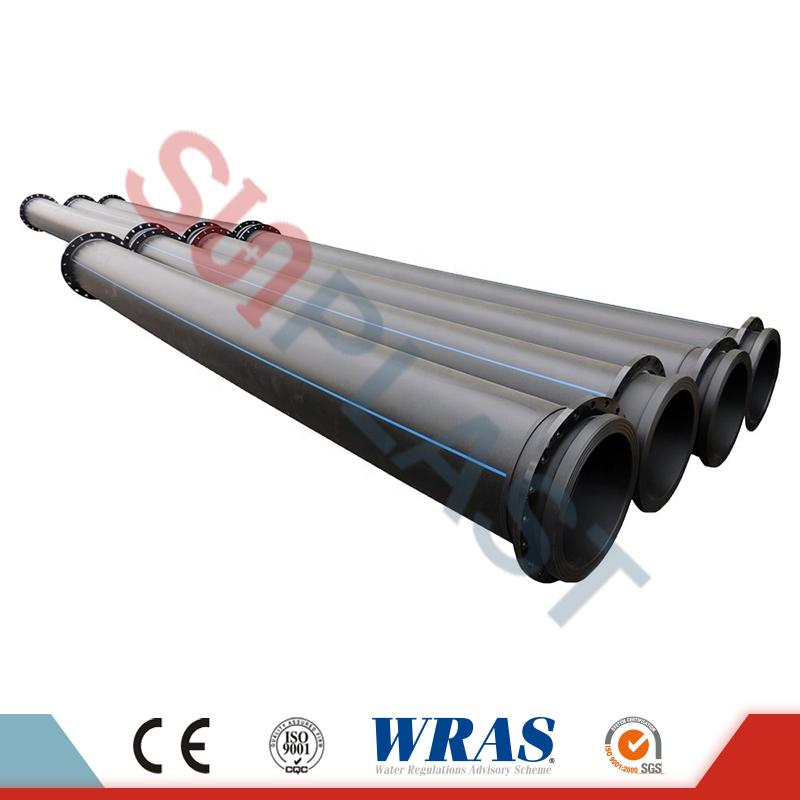
What Are the Key Properties of HDPE Pipe?
Understanding the core properties of HDPE Pipe is essential for engineers, project planners, and contractors who require durable, reliable, and sustainable solutions for infrastructure projects. At Ningbo Sunplast Pipe Co., Ltd., our HDPE Pipe is carefully designed and manufactured to meet the highest standards, ensuring exceptional performance in a wide range of applications.
1. Material Strength and Durability
- High Tensile Strength: Our HDPE Pipe offers excellent tensile strength, which ensures it can withstand significant internal pressures and external loads during installation and operation.
- Impact Resistance: Even under harsh conditions, our HDPE Pipe resists cracking and breaking, making it suitable for underground and exposed applications.
- Long Service Life: Designed to last over 50 years, our HDPE Pipe minimizes replacement frequency, supporting long-term project sustainability.
2. Chemical and Corrosion Resistance
- Chemical Stability: Our HDPE Pipe resists a wide variety of chemicals, including acids, alkalis, and salts, making it ideal for industrial and municipal applications.
- Corrosion-Free: Unlike traditional metal pipes, HDPE Pipe does not corrode or rust, eliminating maintenance issues and ensuring consistent flow quality over time.
- Resistance to Microbial Growth: HDPE Pipe’s non-porous surface prevents bacterial and algae growth, ensuring hygienic water supply systems.
3. Flexibility and Ease of Installation
- Bendable Without Cracking: Our HDPE Pipe can bend to accommodate terrain variations, reducing the need for fittings and joints.
- Lightweight Design: The low weight of HDPE Pipe reduces transportation and handling costs and allows for quicker and safer installation.
- Fusion Compatibility: Compatible with butt fusion and electrofusion techniques, our HDPE Pipe ensures strong, leak-proof joints in complex piping networks.
4. Thermal and Environmental Resistance
- Wide Temperature Range: HDPE Pipe from our factory operates effectively between -40°C and 60°C, suitable for diverse climates.
- UV Resistance: Black HDPE Pipe with UV stabilizers resists sun damage, making it ideal for above-ground installations.
- Low Friction Loss: Smooth inner walls reduce fluid resistance, improving efficiency in water distribution and reducing energy costs.
5. Detailed Product Specifications
For precise engineering and project planning, our HDPE Pipe specifications are as follows:
| Pipe Diameter | 20mm - 1200mm |
| Pressure Rating | PN6, PN10, PN12.5, PN16, PN20 |
| Material Grade | PE100, PE80 |
| Color Options | Black with blue/yellow stripes for identification |
| Operating Temperature | -40°C to 60°C |
| Applicable Standards | ISO 4427, EN 12201, ASTM F714 |
| Connection Method | Electrofusion, Butt Fusion, Mechanical Fittings |
| Service Life | 50+ years |
Our factory ensures that every batch of HDPE Pipe undergoes rigorous quality control, including dimensional checks, hydrostatic testing, and chemical resistance verification. This guarantees consistent performance and reliability in demanding infrastructure projects, whether for water supply, sewage systems, gas distribution, or industrial applications.
By choosing HDPE Pipe from Sunplast, our clients benefit from a high-performance product that combines durability, flexibility, and sustainability. Our HDPE Pipe not only meets the technical requirements of modern infrastructure projects but also supports environmental responsibility through its long service life and recyclability.
How Does HDPE Pipe Contribute to Sustainability?
Sustainability has become a central concern for infrastructure development worldwide. At Ningbo Sunplast Pipe Co., Ltd., our HDPE Pipe is engineered not only for high performance but also for minimizing environmental impact. By integrating our HDPE Pipe into water, sewage, gas, and industrial systems, our clients can achieve long-term operational efficiency while contributing to environmental responsibility. The following key aspects illustrate how HDPE Pipe ensures sustainability.
1. Reduced Carbon Footprint
- Lightweight Transport: Our HDPE Pipe is significantly lighter than steel or concrete alternatives, which reduces fuel consumption during transportation and lowers overall carbon emissions.
- Efficient Handling: Easier installation requires less heavy machinery and energy, further minimizing project-related environmental impact.
- Lower Production Emissions: The manufacturing process of our HDPE Pipe uses less energy per ton compared to metal pipes, contributing to reduced greenhouse gas emissions.
2. Recyclability and Circular Economy
- 100% Recyclable: HDPE material can be completely recycled at the end of its service life, allowing our factory to support circular economy initiatives.
- Material Reuse: Recycled HDPE can be used for new pipes or other industrial applications, reducing raw material consumption and waste.
- Environmental Responsibility: By promoting the use of recycled material, our HDPE Pipe aligns with sustainable project goals and green building certifications.
3. Leak Prevention and Resource Conservation
- Seamless Joints: Using electrofusion and butt fusion methods, our HDPE Pipe creates leak-proof connections, preventing water loss and soil contamination.
- Durability Reduces Replacements: Long-lasting HDPE Pipe reduces the frequency of pipe replacement, conserving resources, energy, and labor.
- Protection of Natural Resources: Minimizing leaks ensures the preservation of valuable freshwater and reduces environmental disruption during repairs.
4. Lower Maintenance and Energy Efficiency
- Minimal Maintenance: Corrosion-free and chemical-resistant, our HDPE Pipe requires little upkeep, reducing operational costs and energy usage.
- Reduced Pumping Energy: Smooth internal walls decrease friction loss, lowering pumping energy requirements for water distribution systems.
- Extended Infrastructure Life: Longer lifespan ensures sustainable infrastructure development without frequent intervention or resource consumption.
5. Environmental Adaptability
- UV and Weather Resistance: HDPE Pipe can withstand prolonged exposure to sunlight and harsh weather, suitable for both above-ground and buried installations.
- Temperature Resilience: Operating efficiently in -40°C to 60°C conditions ensures the material remains functional in varied climates, reducing the need for replacements or additional treatments.
- Non-Toxic and Safe: Our HDPE Pipe does not leach harmful substances, ensuring safe water supply systems and reducing environmental hazards.
6. Detailed Environmental and Performance Specifications
| Property | HDPE Pipe Performance |
| Material | PE100 / PE80 |
| Service Life | 50+ years |
| Recyclable | 100% |
| Leak Resistance | Electrofusion & Butt Fusion Joints |
| UV Resistance | Black HDPE with UV stabilizers |
| Temperature Range | -40°C to 60°C |
| Friction Loss | Low, smooth inner walls |
By implementing our HDPE Pipe in infrastructure projects, our factory helps clients reduce environmental impact while ensuring long-term operational efficiency. Sustainable materials, extended service life, and energy efficiency make HDPE Pipe a reliable choice for modern water supply, sewage, irrigation, and industrial systems. Our commitment to quality and sustainability ensures that every HDPE Pipe installed contributes to greener, more resilient infrastructure.
Why Is HDPE Pipe Preferred in Infrastructure Projects?
Choosing the right piping material is a critical decision for any infrastructure project. At Ningbo Sunplast Pipe Co., Ltd., our HDPE Pipe has emerged as a preferred solution across municipal, industrial, and agricultural applications due to its exceptional durability, flexibility, and sustainability. This chapter explores why our HDPE Pipe is widely selected and how it addresses the diverse needs of modern infrastructure projects.
1. Superior Performance in Water Supply Networks
- Corrosion Resistance: Our HDPE Pipe resists rust and chemical corrosion, ensuring safe, long-lasting water supply pipelines.
- Leak-Free Joints: Advanced fusion techniques reduce the risk of water loss and ensure consistent pressure throughout the system.
- Low Maintenance: The durability and chemical stability of our HDPE Pipe minimize repairs and operational interruptions.
2. Efficiency in Sewage and Wastewater Systems
- Chemical and Abrasion Resistance: HDPE Pipe can handle aggressive chemicals and abrasive solids present in sewage systems.
- Flexibility: The ability to bend reduces the need for complex fittings, lowering installation time and costs.
- Longevity: Our HDPE Pipe resists cracking and deformation, ensuring reliable performance over decades in wastewater applications.
3. Gas Distribution Reliability
- High Pressure Rating: Available in PN6 to PN20, our HDPE Pipe supports various gas transport pressures safely.
- Leak Prevention: Electrofusion and butt fusion techniques create robust, airtight joints, essential for gas infrastructure safety.
- Durability: Resistant to environmental stress, our HDPE Pipe provides long-term operational stability for urban and industrial gas networks.
4. Stormwater and Drainage Applications
- Flexible Installation: HDPE Pipe adapts to uneven terrain, reducing the need for extensive excavation or fittings.
- UV and Environmental Resistance: Suitable for above-ground installations, our HDPE Pipe withstands sunlight, temperature changes, and weather conditions.
- Cost Efficiency: The reduced installation time and minimal maintenance lower the overall lifecycle cost of stormwater projects.
5. Agricultural and Irrigation Systems
- Lightweight and Easy to Handle: Our HDPE Pipe simplifies irrigation network installation, even over large areas.
- UV and Chemical Resistance: Suitable for fertilizers and agrochemicals, our HDPE Pipe maintains integrity under exposure to sunlight and chemicals.
- Durable Flow Performance: Smooth internal walls ensure efficient water delivery, reducing pumping energy requirements.
6. Industrial and Specialized Applications
- Chemical Handling: Resistant to acids, alkalis, and salts, our HDPE Pipe supports industrial fluid transport safely.
- High Pressure Capability: Available in multiple pressure ratings, it meets demanding industrial standards.
- Long-Term Reliability: Our factory ensures quality control at every stage, making HDPE Pipe suitable for harsh industrial environments.
7. Detailed Project Specifications and Advantages
| Application | HDPE Pipe Advantage |
| Water Supply | Corrosion-free, leak-proof, low maintenance |
| Sewage Systems | Chemical and abrasion resistance, flexibility |
| Gas Distribution | High pressure capability, airtight joints, durable |
| Stormwater & Drainage | Flexible installation, UV resistant, cost-effective |
| Agriculture/Irrigation | Lightweight, UV and chemical resistant, efficient flow |
| Industrial Applications | Chemical resistance, high pressure, long-term reliability |
Our HDPE Pipe combines technical superiority, environmental sustainability, and cost efficiency. Ningbo Sunplast Pipe Co., Ltd. ensures that every pipe leaving our factory meets strict standards for dimensional accuracy, pressure tolerance, and chemical resistance. By selecting our HDPE Pipe for infrastructure projects, clients benefit from reduced maintenance, longer service life, and improved operational performance, making it a preferred choice across multiple industries.
How Can Our Factory Assure Quality and Performance?
Ensuring consistent quality and long-term performance of HDPE Pipe is a cornerstone of our manufacturing philosophy at Ningbo Sunplast Pipe Co., Ltd. Infrastructure projects require materials that can withstand harsh environmental conditions, high pressures, and long-term usage. Our factory implements rigorous procedures and advanced technologies to guarantee that every HDPE Pipe meets the highest industry standards, providing clients with reliable and sustainable solutions.
1. High-Quality Material Selection
- Premium PE100 and PE80: We use only the highest grade raw materials, ensuring mechanical strength, chemical resistance, and long-term durability.
- Strict Supplier Evaluation: Our factory carefully evaluates raw material suppliers to ensure consistent quality and traceability.
- Material Testing: Incoming materials are tested for density, melt flow rate, and other critical properties to ensure compliance with international standards.
2. Precision Extrusion and Manufacturing
- Advanced Extrusion Equipment: State-of-the-art extrusion machines maintain precise wall thickness, diameter, and roundness for every HDPE Pipe.
- Continuous Process Monitoring: Our factory employs real-time monitoring of temperature, pressure, and extrusion speed to ensure uniformity and prevent defects.
- Dimensional Accuracy: Strict control over tolerances ensures pipes fit perfectly in complex infrastructure systems, reducing installation errors.
3. Rigorous Testing and Quality Control
- Hydrostatic Pressure Testing: Each batch of HDPE Pipe undergoes pressure testing to verify performance under operational conditions.
- Chemical Resistance Testing: Pipes are tested against aggressive chemicals to ensure stability in sewage, industrial, and water supply applications.
- Impact and Flexibility Assessment: HDPE Pipe is evaluated for bending performance and impact resistance to ensure durability in diverse environmental conditions.
- ISO and ASTM Compliance: Our products conform to international standards, providing assurance of safety and reliability for global projects.
4. Fusion and Connection Assurance
- Electrofusion Testing: Our factory verifies electrofusion joints for airtightness and pressure resistance before shipment.
- Butt Fusion Evaluation: Butt-fused pipes are inspected for alignment and joint integrity, ensuring long-term leak-free performance.
- Connection Compatibility: Our HDPE Pipe is compatible with a wide range of mechanical fittings, providing flexibility for various infrastructure projects.
5. Continuous Improvement and Innovation
- Research and Development: Our factory invests in ongoing R&D to enhance HDPE Pipe durability, chemical resistance, and environmental performance.
- Process Optimization: Continuous improvement in extrusion, testing, and fusion techniques ensures superior quality in every batch.
- Customer Feedback Integration: Feedback from project teams is incorporated to refine product performance and installation efficiency.
6. Detailed Factory Quality Assurance Specifications
| Quality Control Aspect | Procedure/Standard |
| Material Grade | PE100 / PE80, tested for density and melt flow rate |
| Dimensional Accuracy | Strict extrusion tolerance control for diameter, wall thickness, and roundness |
| Hydrostatic Testing | Pressure test at operational conditions per ISO 4427 / ASTM F714 |
| Chemical Resistance | Testing against acids, alkalis, and salts for industrial and sewage applications |
| Impact & Flexibility | Assessment of bending, impact, and deformation resistance |
| Joint Testing | Electrofusion and butt fusion verification for leak-proof performance |
| Environmental Compliance | ISO, ASTM, and local regulatory standards for safety and sustainability |
By combining premium materials, advanced manufacturing, rigorous testing, and continuous improvement, Ningbo Sunplast Pipe Co., Ltd. ensures that our HDPE Pipe delivers exceptional quality and performance. Our factory commitment to excellence guarantees that clients receive a reliable product suitable for long-term infrastructure projects, supporting both sustainability goals and operational efficiency.
Conclusion
HDPE Pipe from Ningbo Sunplast Pipe Co., Ltd. represents a sustainable, durable, and cost-effective solution for modern infrastructure projects. Our products offer chemical resistance, flexibility, leak-proof joints, and a long service life, all of which contribute to environmental responsibility and operational efficiency. By choosing our HDPE Pipe, you benefit from our factory's commitment to quality, advanced manufacturing, and sustainability-focused solutions.
If you are seeking a reliable piping solution that combines performance and sustainability, contact us today to discuss how our HDPE Pipe can meet your project needs and reduce long-term costs.
FAQ
Q1: What makes HDPE Pipe more sustainable than traditional materials?
A1: Our HDPE Pipe is lightweight, recyclable, and corrosion-resistant, reducing transportation energy, preventing leaks, and lowering maintenance needs. These factors collectively make it more environmentally friendly than metal or concrete pipes.
Q2: How long can HDPE Pipe last in infrastructure applications?
A2: With proper installation, our HDPE Pipe typically provides over 50 years of service, thanks to its chemical resistance, durability, and corrosion-proof properties.
Q3: Can HDPE Pipe handle high-pressure systems?
A3: Yes, our HDPE Pipe is available in pressure ratings from PN6 to PN20, making it suitable for water, gas, and industrial fluid transportation under various operational pressures.
Q4: How does the jointing method affect performance?
A4: Our HDPE Pipe uses electrofusion, butt fusion, or mechanical fittings, ensuring leak-proof connections that maintain integrity and prevent water loss over decades.
Q5: Is HDPE Pipe resistant to chemical corrosion?
A5: Absolutely. Our HDPE Pipe resists a wide range of chemicals, including acids, alkalis, and salts, making it suitable for sewage, industrial, and agricultural applications.